Making Small Crooks the Old Fashioned Way
Updated January, 2021: see last paragraphs.
Almost all tubing in modern brass instruments is seamless, meaning that it was drawn from a plug or billet of brass or nickel silver. The exceptions being many bells and large branches (curved, tapered tubes) in larger instruments that are formed from sheet metal. Today, even many bells and large branches are made seamless. Before its production became industrialized, seamless tubing was expensive and was not used in brass instruments before about 1900.
Through most of the 19th century, tubing was made from sheet brass or nickel silver with brazed seams. These tubes would then be drawn through a steel ring against a steel mandrel, the same as the final step in modern seamless tubing. This tubing could then be bent into curves as needed, but the tightest curved tubes (often called half tone crooks) and many larger crooks were formed in two halves that were brazed together. The larger radius crooks would have been fairly simple to make by bending, but the technology and skill of making them in halves must have been so well developed that this was considered a simple task as well. This technique was used until at least the 1880s, when a new method was developed that is still used today. Makers that were slow to modernize, such as Boston Musical Instrument Company, continued this old process until at least 1915.
The new method utilized a pair of dies as seen in the first photo.

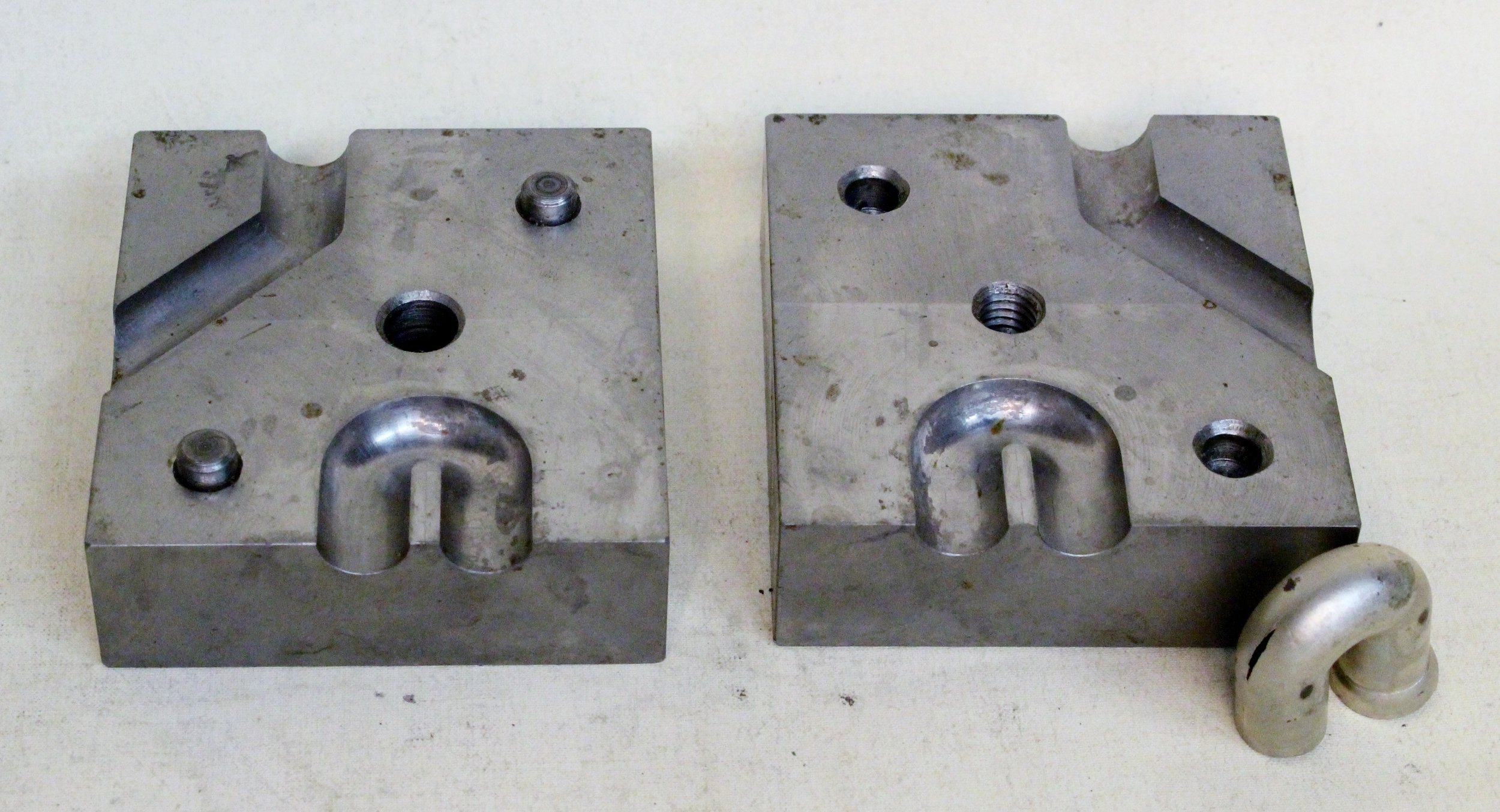

This set was made to reproduce the very tight crooks and 45 degree tubes to make new valves, needed for the restoration of a Graves cornet. An annealed (softened by heating) tube that is smaller diameter and thicker wall than the finished size is forced into the closed die, usually while filled with pitch. Alternatively, the pitch filled tube is bent in a jig to a shape that will fit in the die. After emptying the pitch and annealing the tube again, it is placed in the die and balls are forced through it to form the finished crook.
The crooks in the Graves cornet are such a tight curve that the outside radii were stretching too thin and most of them were tearing open as seen in the one in the first photo. Nickel silver tears more easily than brass and this was happening even when annealing in between using successively larger balls. I realized that I would need to make these crooks in two pieces as in the originals. The second photo shows the stages in making these.

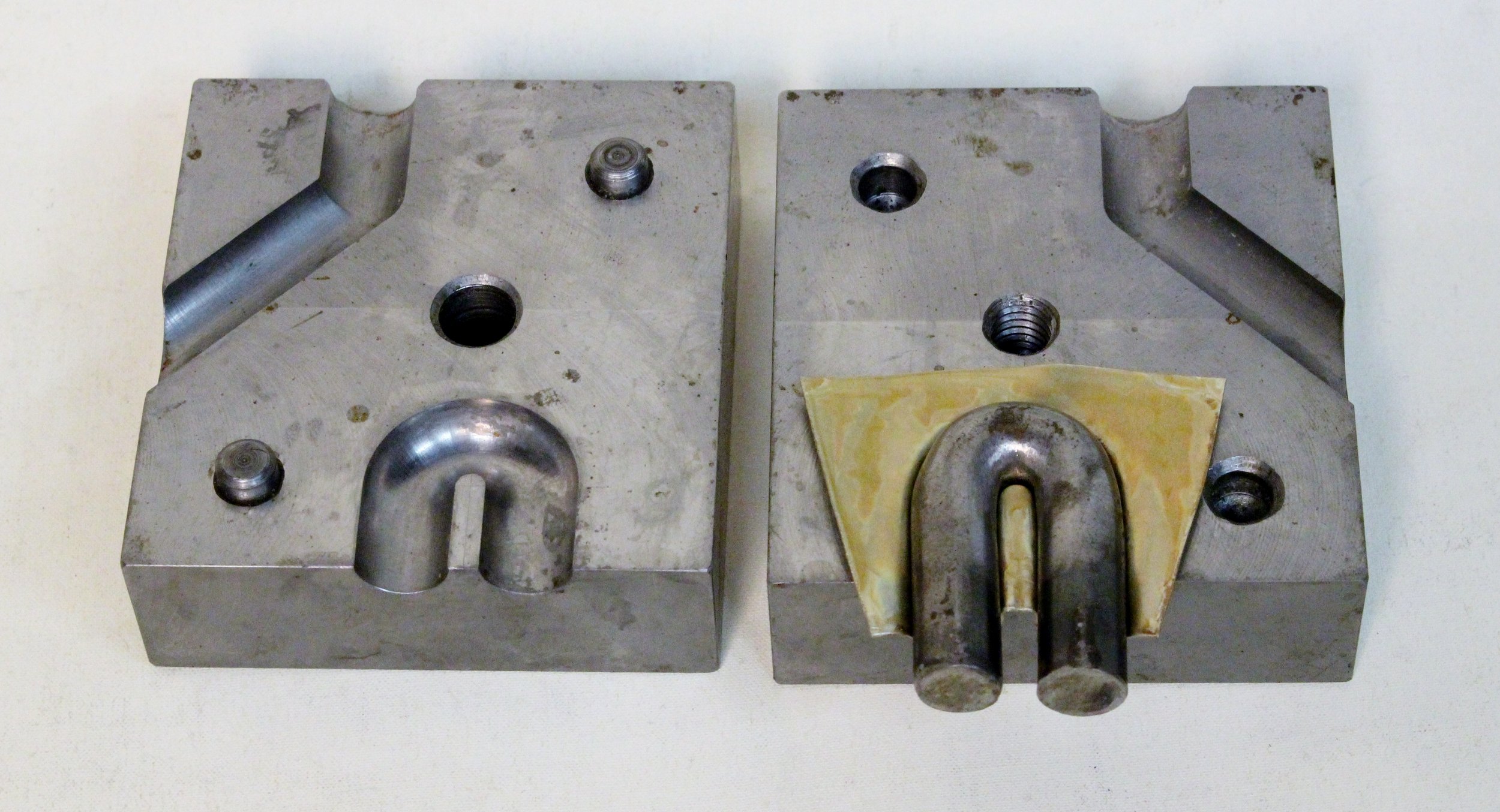

Stamping the two halves also required several steps, annealing in between. The metal would tear if forced to the final shape in one stamping. I bent a steel bar, slightly smaller diameter than the finished bore, to the same curve. This is used to stamp the sheet into one half of the steel die.
On the stamped pieces, the transition from the curved half tube to the flanged portion has to be very sharp, with only enough of a curve that can easily be filled with a tiny bead of brazing metal. The two halves are held together with steel wires, as seen in the third photo, while brazing.
If the brazing is done neatly enough, a steel ball that is the diameter of the bore size can be forced through the crook to make the bore more even. This was not done in the originals from the mid-19th century, but became the practice of at least one 20th US maker. The Martin Band Instrument Company, makers of the legendary Committee Model trumpets, made half tone crooks with brazed together halves until the 1970s. The skill of the brazier was such that there never seems to be excess brazing metal visible beyond a very fine seam. To finish these crooks, steel balls would be forced through the crooks contained in steel dies; the same last step in forming the seamless crooks. The dies would need to be hardened steel to keep from distorting from use. Also, Tokio Ueno, in Osaka, Japan, made two piece half tone crooks for his Cantabile pocket trumpets until about 1990.
Photos 5, 6 and 7 show 90 degree bends made using the same "old fashioned" technique. These were needed for the restoration of another Graves instrument: an Eb tuba from the 1850s. After several attempts to make these with seamless tubing, I resorted to making them the way that the originals were made. Once again, the halves were held together with steel wires while brazing the seams. The half tone crooks were made by brazing two of these 90 degree tubes together to make the 180 degree tight crooks. This is not how the originals were made, but saved me the time and expense of making the die and rod for stamping out the halves. I had already made the die set with the 45 and 90 degree bends many years ago to make the rotary valves and sharp curves for my replica tubas, which were all made from seamless tubing.



Keep in mind that you could make crooks using this method with the same silver solder that you are accustomed to, which has easy flowing characteristics. If only one or two parts are needed, you could probably make the die from Cerobend or Jett Sett, although it may be difficult to make the flange sharp enough.
I thought that an update would be appropriate, now that I too my own suggestion made in the previous paragraph. I needed to make only one very tiny half tone crook for the restoration of the only post horn known that was made by Isaac Fiske (about 1843). I made a die making an impression in molten Cerobend with an existing assembly from a Graves post horn of about the same bore size, about .330. I then made a punch by bending a steel rod that was about .015” smaller than the desired bore. The reason for this being smaller, is that I knew that I would not be forming the curve as tightly to this as when pressing the brass sheet into a steel die. The brass is only roughly formed in the die and then, through successive annealing, formed mostly with a hammer, but also using a chisel to cut and then a very small punch to form the inside curve. I carefully filed the edges of each half until half the finished diameter of the tube, bound together with steel wire and brazed. It only took three tries to make a crook that I was very happy with.


